

YARN FUNDAMENTALS: Fibre sustainability

Animal fibres
Characteristics
• Biodegradable, durable
• Animal cruelty is common, not vegan
Sustainable options
• Mulesing-free: RWS
• Welfare certification: RWS, Woolmark
• Recycled material: Woolmark recycled wool, GRS, Recycled claim standard
• Can be mechanically recycled: Re.Verso™

Mulesing
• Painful procedure
• Cut skin away from the butt around tail
• Less likely to attract blowflies

Plant fibres - natural
Characteristics
• Biodegradable, easy to dye
• High water use, use of pesticides, more difficult care
Sustainable options
•Organic certification: lower impact GOTS, USDA organic, organic content, organic blend content •Can be chemically or mechanically recycled
Chemically: Ciculose®, infinna™, refibra™
Mechanically: Recover™ Rcotton, Spinnova®

Organic
• Standard for environmentally friendly agriculture
• Plant or Animal based
• No harmful pesticides, herbicides, and synthetic fertilisers
• Non-GMO

Plant fibres – regenerated
Characteristics
• Biodegradable
• Reuses plant fibres or made from low-impact plants
•Production process uses lots of chemicals, needs lots of energy
Sustainable options
• Responsible raw material sourcing: FSC certification • Use more sustainable/closed loop production versions
Closed loop production: Lyocell
Made of waste material:
Ciculose®, infinna™, refibra™

Synthetic fibres
Characteristics
• Durable, easy care
• Fossil-fuel-based, non-biodegradable
• Communicate the end-of-life options with the consumer
• Microplastics
Sustainable options
• Use recycled materials: GRS, Recycled claim standard

Blended fibres
Characteristics
• Use the good characteristic of each fibre and to counteract the bad properties
• Almost impossible to recycle, difficult to separate fibres
Sustainable options
• Choose blends with established recycling streams
Avantium: polyester = kept, cotton = glucose (other applications)
Econyl®: regenerated nylon after separation with elastane
Recover™ Rcolorblend: mechanically recycled yarn
YARN FUNDAMENTALS: New fibres

Qmilk
• Protein fibre
• Made from waste milk
• https://www.qmilkfiber.eu/?lang=en
Characteristics
• 100% natural, soft and smooth as silk and skin friendly.
• Thermo-bonding properties
• Compostable

SEACELL
• Seaweed fibre
• Closed-loop production process
• https://smartfiber.de/en/seacell
Characteristics
• Compostable

NOOSA™
• Sourced from non-GMO crops: corn, sugarcane, and wheat.
• Transforms the sugars into polylactic acid (PLA)
• PLA is is then spun into fibres and yarns
• https://noosafiber.com/we-are-noosa/

Qmonos
• Synthetic spider silk
• Made using microorganisms that are genetically engineered to produce silk proteins
Characteristics
• Stronger than steel by weight, yet light, flexible, and biodegradable.
• Seen as a sustainable alternative to petroleum-based materials.
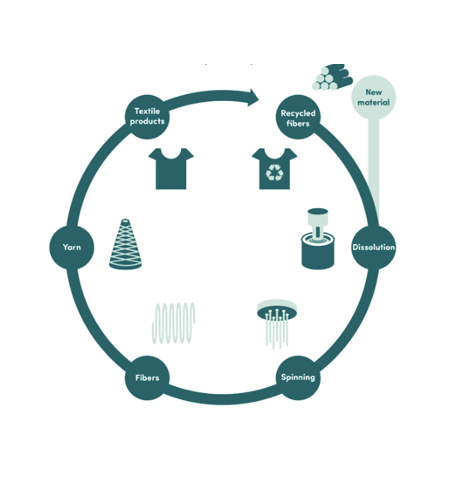
YARN FUNDAMENTALS: Recycling

Mechanical recycling
Process
• Sorting -> Shredding -> Carding -> Spinning
Benefits
• widely used technology
Drawbacks
• shorter, lower-quality fibres•limited use in high-end applications
Examples
•Recover™ Rcotton
•Spinnova®
Mechanical recycling
• Mechanical
• Chemical
Benefits
• Reduce waste
• Reduces demand for raw materials
• Makes use of our limited natural resources
Drawbacks
• Complicated
• Expensive
Output
• Closed loop: new fibres for textiles
• Open loop: products for other sectors

Chemical recycling
2 Main processes
• Dissolution
• Depolymerization
Benefits
• Near-virgin quality fibres
Drawbacks
• Complex technology and infrastructures
• Chemical use may have environmental risks

Dissolution
Process
• Recovery by dissolving into chemicals
Fibres
• Cotton and other cellulosic fibres
• Acrylic (development stage)
European players and projects – cotton / cellulose
Eeden, Induo, Infineted Fibre, Ioncell, Lenzing,
New cotton project, Renewcell, Saxell
Södra, T-rex
Players and projects – acrylic
Regel

Dissolution
Process
• Break the polymer with a reactive solvent
• Solvent options: Methanol, alcohol, ethylene glycol
Fibres
• Polyester
• Polyamide (difficult)
European players and projects – polyester
Axens, jeplan, energies Nouvelles, toray
Carbios, cure, DePoly, Eastman, Garbo,
Grean, Ioniqa, Loop, Poseidon Plastics, Recyc’elit,
Reju, Eittec, T-rec, White Cycle
European players and projects – polyamides
BASF, Loopamid, Econyl, Technyl 4earth, T-rex
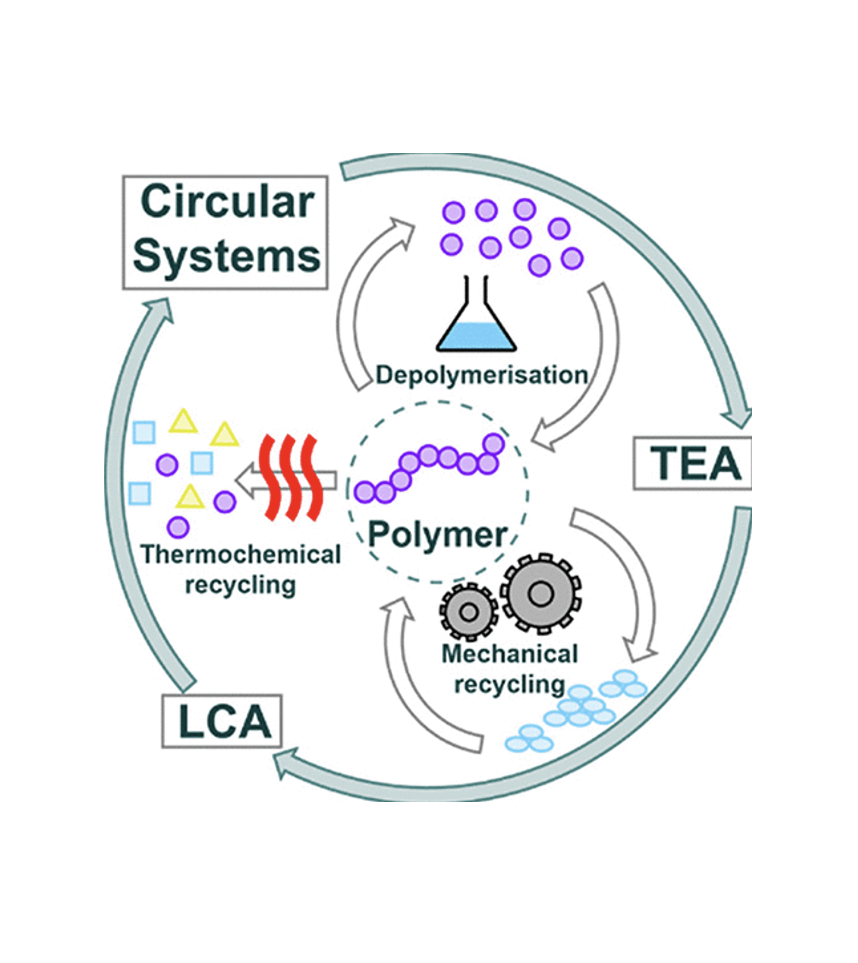
Depolymerisation thermolysis
Process
• Polymer is heated to very high temperatures
• Result: oil, gas, solid compound
• Materials converted into new chemical raw materials
Fibres
• Polyamide (research)

Improve the possibility of recycling
Avoid blends
• One fibre per garment, avoid mixing materials
• Make sure the fibre type is easily recognisable
Avoid extra materials
• Avoid metal, it can damage the machines
• Zippers, buttons, labels should be easy to remove
• Make tags and labels from the same material as the garment • Choose seams that are easy to take apart
• Use sewing thread that is the same material as the garment
Use good quality material
• Higher-quality materials allow for better quality of recycled materials

Blends – Polycotton
Possible processes
• Option 1: cellulose dissolution -> cellulose pulp + polyester
• Option 2: cellulose degradation -> glucose + polyester
• Option 3: PET depolymerization -> cotton + PET monomers
• Option 4: dissolution cellulose + dissolution PET -> cellulose pulp + polyester
European players and projects
Phoenxt
Södra
Textilechange
Worn again

Blends – Polyamide
• Research stage
Possible processes
• Option 1: polyamide-wool or polyamide-cotton = polyamide dissolution
• Option 2: Polyamide-polyester or polyamide-polyurethane = polyamide dissolution
Research
• Ecollant

Blends – Elastane
Possible processes
• Option 1: Elastane dissolution -> dissolve PU without dissolving/degrading others
• Option 2: Elastane degradation -> research for enzyme to degrade PU • Option 3: degradation other fibres -> depolymerization other fibres
Projects and research
• Recyc’Elit
• Yarn to yarn
YARN FUNDAMENTALS: Dyeing

How to make dyeing more sustainable
Look out for
• Certified dye houses that follow eco-friendly practices
• Factories that has a closed water system and efficiënt filtration
• Certified, low-impact or natural dyes.
Certifications
• bluesign®
• GOTS
• ZDHC
• OEKO-TEX®

Dyes
Eco-verified dyeing products
• Third party verified certified, safely managed, traceable
• Often synthetic
Low-impact dyes
• Good performance, lower environmental impact
• Less regulation, petrolium based
Natural dyes
• Natural, biodegradable, unique results
• Limited colour range, less colourfast, less consistent, less scalable
YARN FUNDAMENTALS: yarn structures
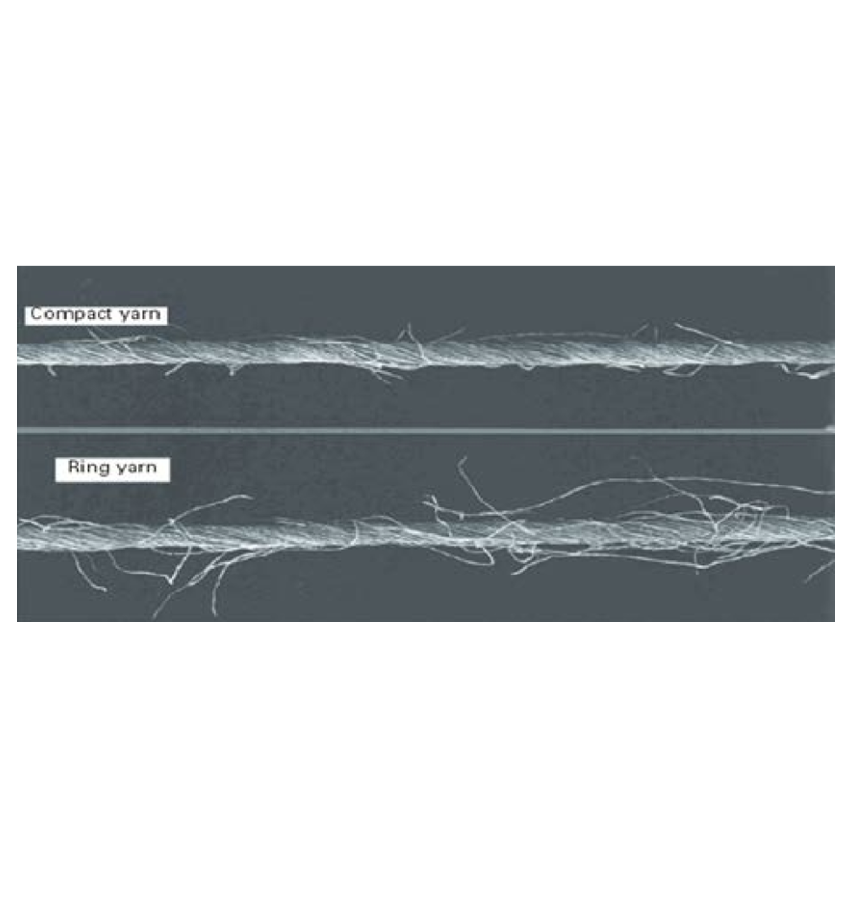
More compact yarns
• Higher twist -> less loose fibres, stronger
• Less chance of pilling
Drawbacks
• More expensive

Mechanical recycling
• Longer staple fibres
• Less chance of pilling
• Less prone to shedding
• Better to recycle
Drawbacks
• More expensive

Avoid specialty yarns
Creates nice structure and design
Novelty yarns
• More delicate, easier to snag
• Made of multiple materials with different textures
Loose-spun yarns
• More delicate
• Easier to pill
• Prone to shedding